|
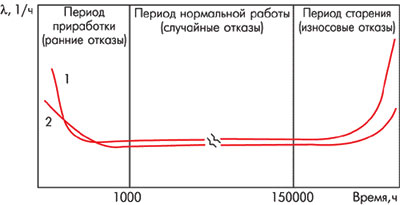
М. Горлов, Л. Ануфриев, А. Строгонов Отбраковочные технологические испытания как средство повышения надежности партий ИСК качеству и над╦жности ИС предъявляются очень высокие требования, независимо от того, в какой радиоэлектронной аппаратуре (РЭА) они будут применены: для комплектации систем управления ракетами, авиационных объектов, атомных электростанций или в телевизорах и видеомагнитофонах. Подсчитано, что при доле дефектности партий ИС в пределах 0,01%, то есть 100 дефектных схем на один миллион поставленных, процент отказов печатных плат, на которых смонтировано 100 ИС, составит 9,5%. При дефектности партий ИС в пределах 1% выход годных печатных плат составит 63,4%, то есть брак составит 36,6% [1]. Над╦жность ИС при эксплуатации характеризуется кривой зависимости интенсивности отказов l от времени (рис. 1). На этой кривой видно относительно высокое значение l в период ранних отказов (период приработки), сравнительно низкое и постоянное значение в период эксплуатации и возрастающая интенсивность в период износа (примерно через 25√30 лет нормальной работы). Ранние отказы возникают, как правило, вследствие конструктивных и технологических недостатков. В нормальных условиях работы этот период длится до 1000 ч или примерно шесть недель. На окончание этого этапа указывает выравнивание кривой интенсивности отказов. Интенсивность отказов в период приработки имеет тенденцию к уменьшению по мере усовершенствования конструкции и технологии [2].
В настоящее время общепринятыми считаются два направления увеличения над╦жности выпускаемых ИС:
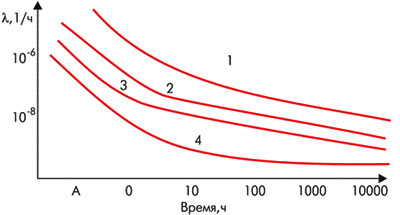
Наиболее эффективным методом повышения качества и над╦жности выпускаемых ИС является первый. Поскольку отказы возможны даже при хорошо освоенном производстве, распростран╦нным способом повышения качества и над╦жности выпускаемых партий ИС (а не конкретных схем) является проведение отбраковочных испытаний в процессе выходного контроля этих партий на заводеизготовителе. Считается, что случайных отказов ИС не бывает, каждый имеет причину и является следствием приложения некоторой нагрузки. "Слабые" ИС, оставаясь невыявленными к началу эксплуатации, могут явиться причиной отказа РЭА. Для того, чтобы отбраковочные испытания были эффективными, нужно знать, какие нагрузки и как ускоряют появление отказов. Опыт использования ИС в РЭА показывает, что внедрение отбраковочных испытаний существенно повышает средний уровень их над╦жности (рис. 2).
В табл. 1 [2] показаны возможности отдельных видов отбраковочных испытаний. Многие различные по природе слабые места приводят к одним и тем же механизмам отказов, многие одинаковые механизмы отказов ускоряются различными нагрузками и многие различные механизмы отказов - одними и теми же нагрузками. В частности, воздействие на ИС повышенной температуры и термоциклов ускоряет многие механизмы отказов. Повышенные температуры вызывают ускорение химических реакций, обусловливающих коррозию алюминия на кристалле, старение, ухудшение изоляции, растрескивание пластмассы, увеличение токов утечки и так далее. Таблица 1. Механизмы отказов, выявляемые при отбраковочных испытаниях
Термоциклы (попеременный нагрев и охлаждение) также являются ускоряющим воздействием и хорошо выявляют малую негерметичность корпуса. Влага при термоциклах проникает в негерметичные объ╦мы и вызывает увеличение токов утечки и коррозию металлизации. Напряж╦нные места конструкции, склонные к образованию трещин, также выявляются при термоциклах. Испытания термоциклами могут рассматриваться как ускоренные, следует только выбрать правильно диапазон изменения температур и скорость нагрева. В большинстве случаев термоциклы являются нормальным режимом работы ИС в аппаратуре, так как они связаны с внешней температурой и разогревом аппаратуры~[3]. Помимо тепловых и термоциклических используются механические испытания с постоянной или изменяющейся нагрузкой, которые могут выявлять дефекты монтажа кристалла, внутренних сварных соединений, корпуса и внешних выводов. В общих технических (ОТУ) и технических условиях (ТУ) обычно указывается состав обязательных отбраковочных испытаний, их режимы и последовательность. Как правило, заводы-изготовители ИС расширяют состав этих испытаний в начальный период серийного производства. Но по мере набора статистики по причинам отказов изделий как в процессе производства, так и поступивших от потребителей, и принятия на основе результатов анализа конструктивно-технологических мер по устранению причин преобладающих отказов, то есть по мере повышения управляемости и стабильности технологического процесса, завод-изготовитель может сокращать время проведения отдельных испытаний, изменять их режим или вообще отменять отдельные виды отбраковочных испытаний, кроме тех, которые указываются как обязательные в ОТУ и/или ТУ. Состав отбраковочных испытаний ИС в отечественной промышленностиВо всех отечественных регламентирующих документах по выпуску ИС [4-6] имеется указание, что в процессе изготовления должны проводиться 100% отбраковочные испытания. Состав обязательных 100% испытаний включает до 20 видов по СОТУ [4], не менее 10 видов по ОТУ на ИС с при╦мкой заказчика [5,6] и не менее 10 видов по требованию на ИС широкого применения [6] (табл. 2). Методика и условия испытаний описаны в ОСТ [7]. Таблица 2. Виды и методы отбраковочных испытаний
*) ТД ≈ технологическая документация. В технически обоснованных случаях по согласованию со службой контроля качества допускается иная последовательность отбраковочных испытаний, а вместо проверки статических параметров (параметров постоянного тока) при крайних значениях температуры проводят проверку параметров при нормальных климатических условиях по нормам, обеспечивающим установленные значения параметров при критических значениях температуры. При разработке регулирующего воздействия, связанного с коррекцией состава, методов или условий проведения отбраковочных испытаний, вырабатываемых на основе информации о причинах отказов ИС, учитывается взаимосвязь между причинами отказов и видами отбраковочных испытаний, с помощью которых выявляются эти виды отказов. Требования к отбраковочным испытаниям ИС за рубежомНаиболее отработанной в настоящее время является методика отбраковочных испытаний, предусмотренная стандартом США MIL-STD-883 (табл. 3) [8]. Требования по отбраковочным испытаниям классифицируются по тр╦м уровням качества и над╦жности:
Таблица 3. Последовательность отбраковочных испытаний ИС по MIL-STD-883
Военный стандарт MIL-STD-883 явился основой для разработки большого числа программ обеспечения над╦жности РЭА, изготовляемой различными фирмами США и других стран. Опыт использования ИС в аппаратуре показывает, что внедрение отбраковочных испытаний существенно повышает средний уровень над╦жности партий ИС, однако для ряда схем некоторые предусмотренные стандартом отбраковочные испытания оказываются недостаточными. Кроме того, некоторые из принятых в настоящее время отбраковочных испытаний имеют отдельные недостатки (табл. 4) [9]. Таблица 4. Характеристики отдельных видов отбраковочных испытаний
С уч╦том рассмотренных выше недостатков отдельных отбраковочных испытаний, фирма SOLID STATE SCIENTIFIC для устранения потенциально ненад╦жных КМОП ИС серий 4000, 4400, 4500 проводит в процессе изготовления следующие отбраковочные испытания ИС в герметичных керамических корпусах [3]:
В табл. 5 представлены для примера состав и стоимость 100% отбраковочных испытаний толстопл╦ночных гибридных схем, выпускаемых фирмой BECKMANN INSTRUMENT. Таблица 5. Отбраковочные испытания гибридных ИС фирмы Beckmann instruments
Широкий разброс минимальных и максимальных затрат по каждому конкретному испытанию объясняется тем, что одни независимые организации, специализирующиеся на проведении испытаний, берут за выполнение одних испытаний меньше, чем другие, и наоборот - в зависимости от типа используемого специализированного оборудования. Взаимосвязь между отбраковочными испытаниями и над╦жностью отражена в табл. 6. Относительный количественный эффект от проведения отбраковочных испытаний на ИС подсчитан в табл. 7. Таблица 6. Зависимость между уровнем качества ИС и надежностью
Таблица 7. Эффект отбраковочных испытаний ИС
Отбраковочные испытания - это необходимое средство выявления ранних отказов ИС и, как следствие, повышения над╦жности партий ИС после отбраковки отказавших схем. Сравнение набора и методов применяемых отбраковочных испытаний в отечественной и зарубежной промышленности показывает, что они мало чем отличаются друг от друга. Применение набора и методов отбраковочных испытаний для конкретного типа ИС зависит от достигнутого конструктивно-технологического уровня, управляемости и стабильности технологического процесса производства ИС. Литература
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
 |
 |
PDFs | Новости | Литература | Схемы | Форум | Блоги | Реклама |
Чипинфо
 Отбраковочные технологические испытания как средство повышения надежности партий ИС.
Отбраковочные технологические испытания как средство повышения надежности партий ИС.